La fabricación digital consiste en diseñar con ayuda de una computadora, pero no se queda ahí: el objetivo es producir objetos reales, mediante máquinas controladas digitalmente. Este enfoque ha transformado la relación entre el diseño y el usuario final, acercando la producción a las personas como nunca antes.
¿Quién no ha escuchado la idea de que, en el futuro, todos tendremos una impresora en casa? Ese futuro ya está tocando la puerta. Hoy es posible imprimir tu propia vajilla personalizada, con el diseño y la combinación de materiales que elijas. Incluso se habla de tener una máquina CNC en el escritorio. Aunque aún está lejos de ser común por sus costos y tamaño, el uso de CNC ya se ha integrado en campos como el diseño industrial, la arquitectura y el diseño de interiores.
Pero, ¿qué es exactamente una máquina CNC?
Las siglas significan Control Numérico Computarizado, lo que implica que la máquina es dirigida por una computadora. Para ser considerada como tal, debe tener al menos dos ejes de movimiento automatizados. En el universo de la CNC encontramos dos grandes procesos: Aditivo y sustractivo.
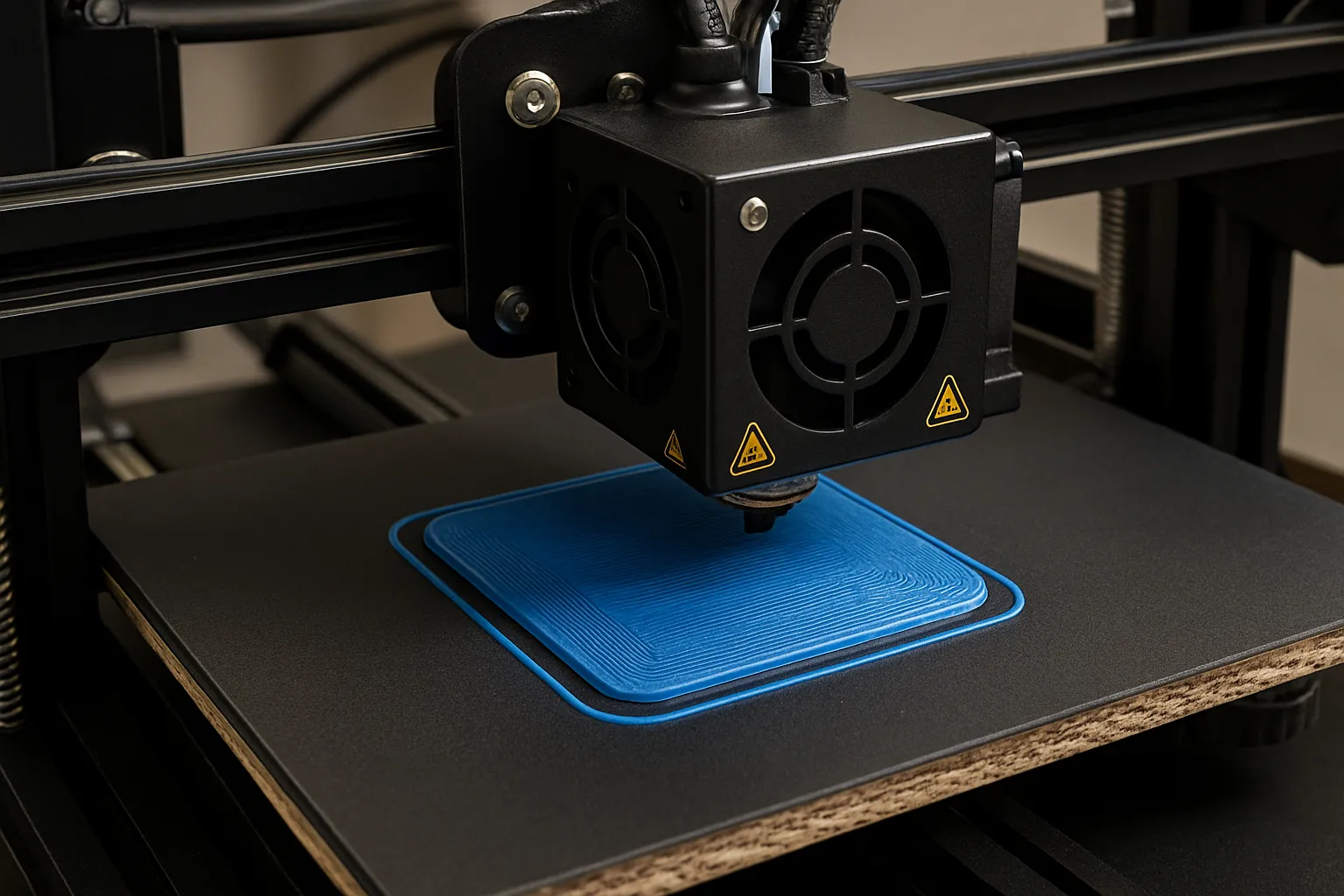
Procesos Aditivos
Consisten en formar objetos mediante la superposición controlada de material capa por capa, a partir de un modelo digital. El ejemplo más común es la impresión 3D, que puede emplear plásticos, resinas, yeso, cerámicas o metales. Este método permite crear geometrías complejas, ligeras y personalizadas, reduciendo el desperdicio de material y el tiempo de fabricación. Es ampliamente utilizado en prototipado rápido, diseño de productos, medicina personalizada y fabricación de piezas a bajo volumen.
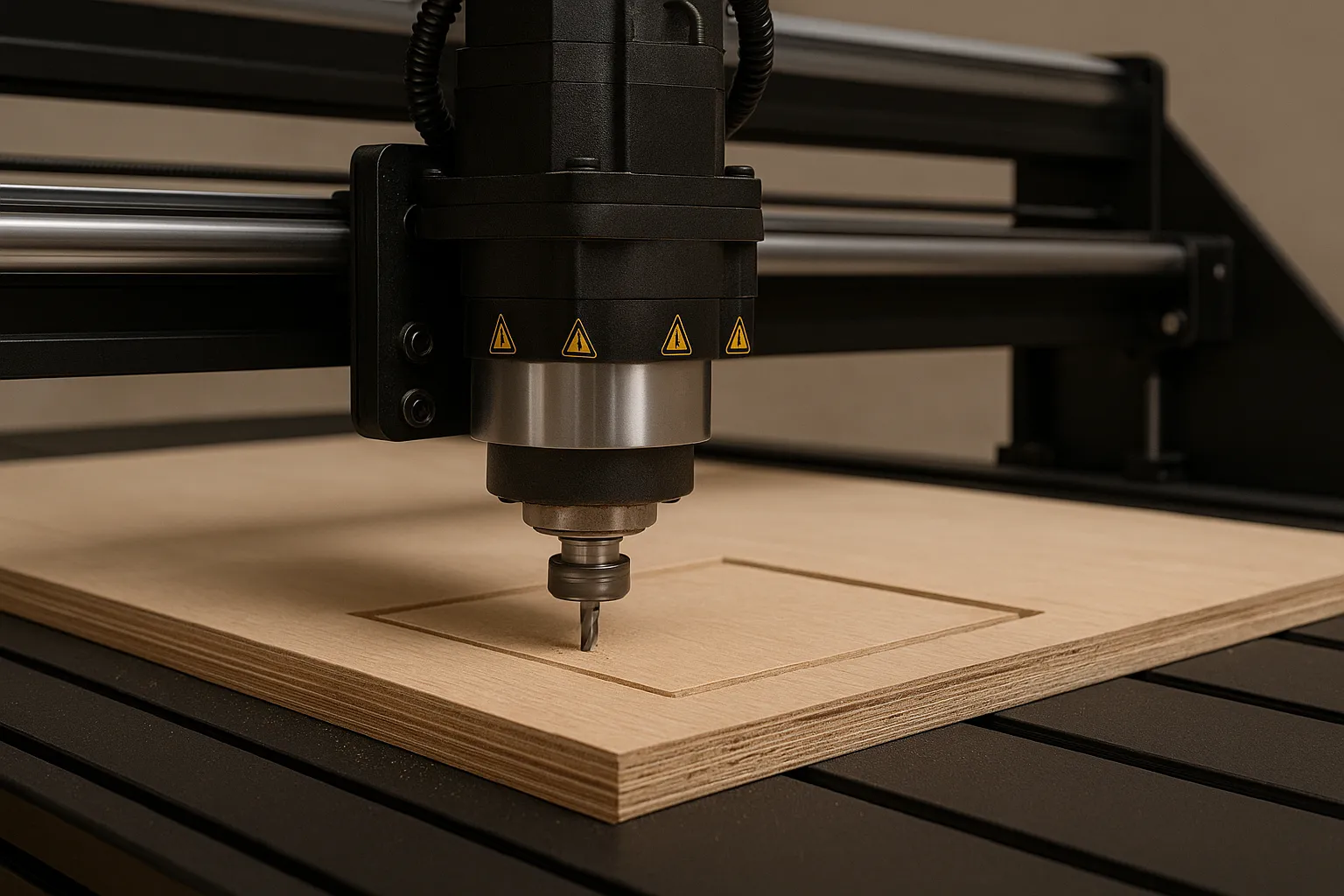
Procesos Sustractivos
Los procesos sustractivos se basan en eliminar material de un bloque sólido para obtener la forma deseada. Se aplican sobre madera, plásticos, metales o tableros compuestos. Dentro de esta categoría se incluyen tecnologías como el router CNC de cama plana, el torno, el láser, la fresadora, la rectificadora y el corte por chorro de agua. Son ideales para lograr cortes precisos, repetibles y de alta calidad, especialmente en fabricación digital y carpintería técnica.
¿Cómo funcionan las máquinas CNC?
Las máquinas CNC operan mediante una computadora que interpreta un archivo digital y lo convierte en señales eléctricas. Estas señales controlan el movimiento de la máquina en distintos ejes, guiando herramientas de corte, fresado o tallado con alta precisión.
Para ser considerada CNC, una máquina debe moverse al menos en dos ejes simultáneamente. A mayor número de ejes, mayor es la complejidad de la máquina y de la programación necesaria para su operación, permitiendo trabajar formas más detalladas y tridimensionales.
Router CNC de cama plana
En esta sección abordaremos el uso del router CNC de cama plana, una máquina controlada por computadora que opera comúnmente en tres ejes:
Eje X, que se desplaza a lo ancho
Eje Y, a lo largo
Eje Z, en la altura de la mesa
La combinación de estos movimientos permite realizar operaciones precisas como cortes pasantes, no pasantes, desbastes y grabados, sobre una gran diversidad de materiales con alta eficiencia.
Los CNC de cama plana se destacan por su versatilidad, ya que permiten cortar desde metales no ferrosos como el aluminio, hasta plásticos reciclados y tableros derivados de la madera. Estos últimos no solo son accesibles y funcionales, sino que también representan una opción más sostenible, al maximizar el aprovechamiento del tronco del árbol y reducir el desperdicio en comparación con la madera maciza.
En este contexto, nos centraremos especialmente en los materiales base madera, como el MDF, el aglomerado y el playwood, que por su estructura laminada o particulada son ideales para trabajos en CNC.
Trabajar con tableros industriales implica optimizar recursos y adaptar el diseño a las características del material y de la máquina. Pero antes de llegar al corte, es imprescindible planificar desde el modelado 3D aspectos fundamentales como:
El espesor del material
Los tipos de corte: pasante, no pasante, desbaste o grabado
La orientación en los ejes y las limitaciones físicas de la herramienta
Estas decisiones influyen directamente en la calidad del resultado, reducen errores, evitan retrabajos y garantizan un proceso de fabricación más fluido.
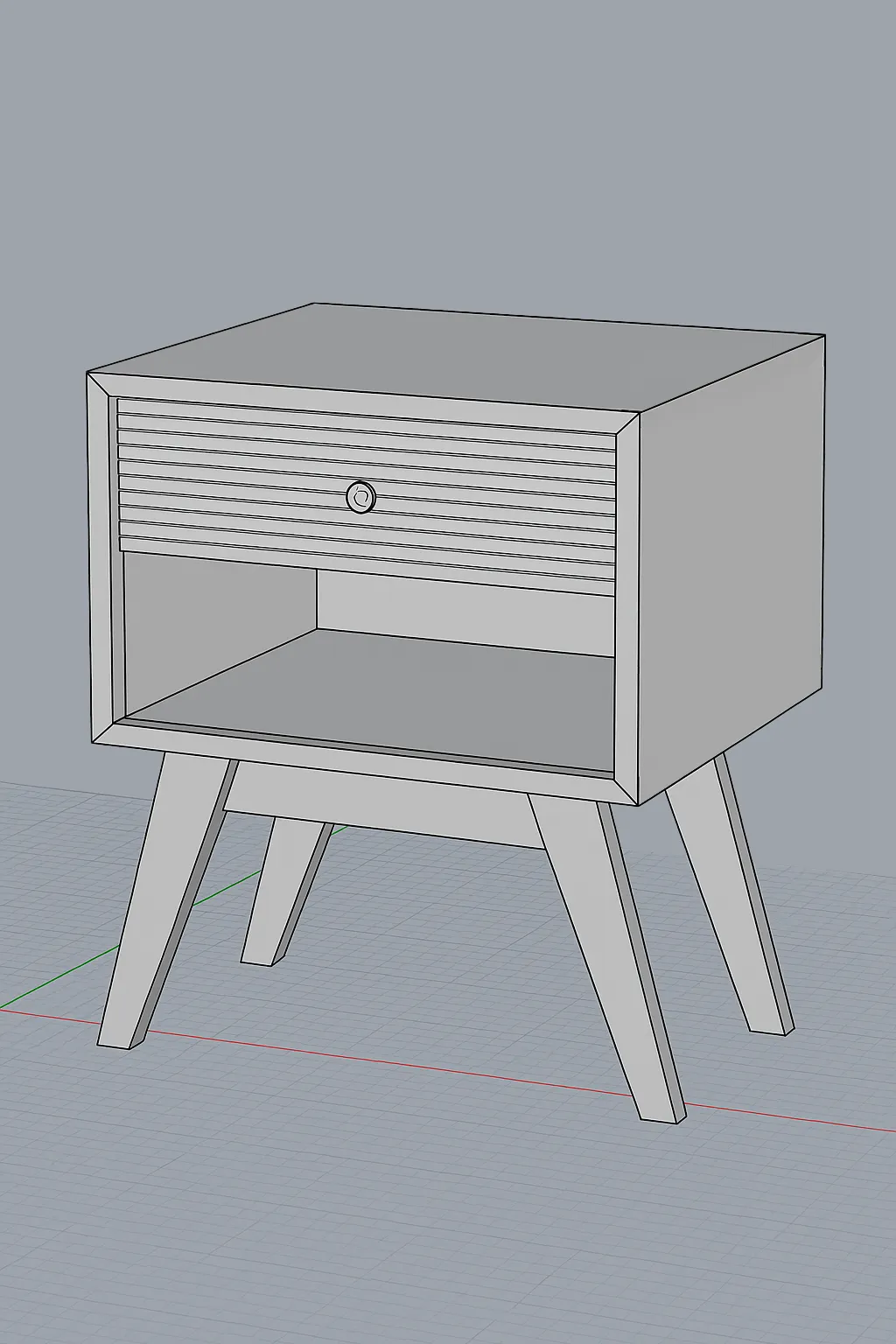
Modelado para CNC con Rhinoceros
Diseñar en Rhinoceros pensando en CNC es convertir ideas en objetos listos para ser fabricados con precisión.
Para comprender cómo preparar correctamente un archivo para corte, utilizaremos Rhinoceros, uno de los softwares más potentes en diseño paramétrico y fabricación digital. A través de su entorno de trabajo exploraremos cómo modelar pensando en geometrías planas, estrategias de ensamblaje y trayectorias de corte optimizadas para los requerimientos específicos del CNC.
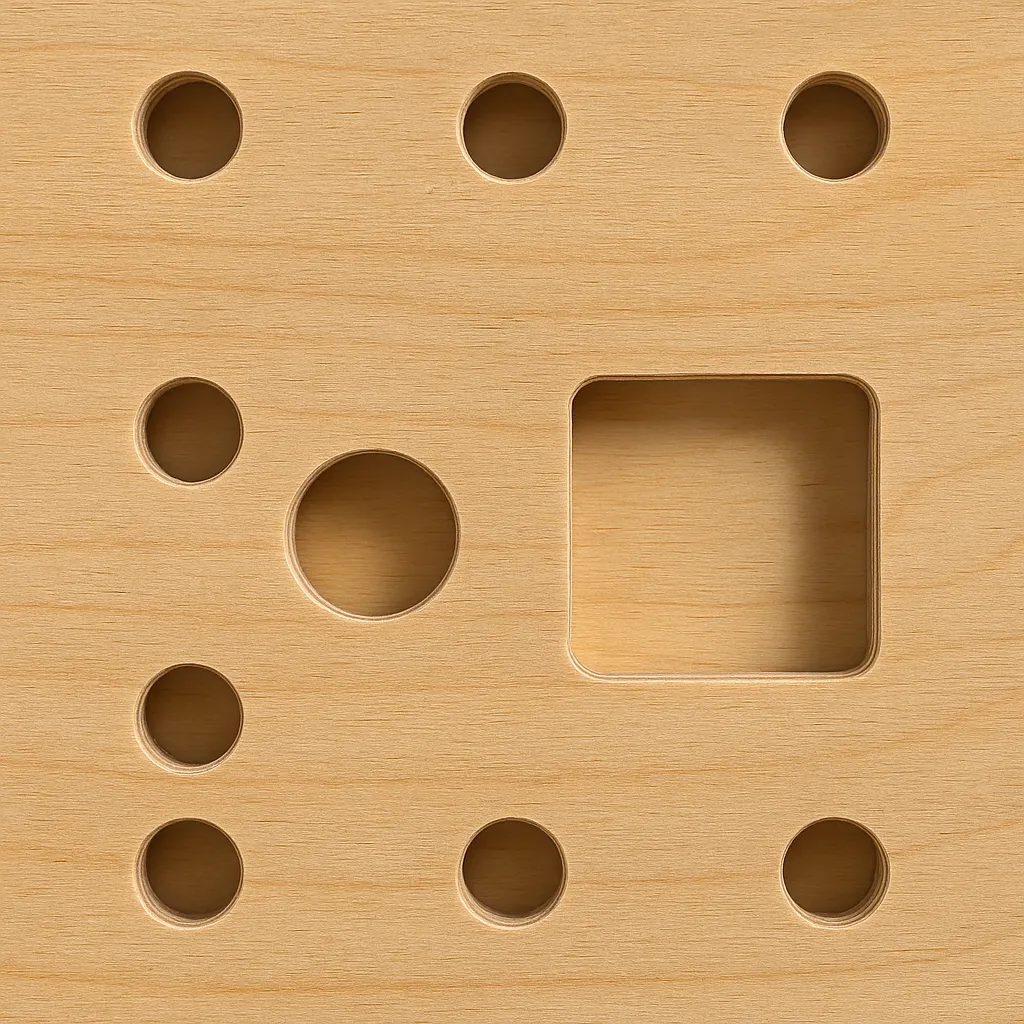
Antes de fabricar cualquier pieza con una máquina CNC, es fundamental conocer los tipos de corte que se pueden aplicar sobre un tablero. Cada uno define cómo se comportará la herramienta respecto a la línea del diseño y afecta directamente la forma, el ajuste y el acabado del objeto final.
Corte externo
La herramienta sigue el exterior del contorno de la pieza, respetando su forma exacta. Se usa para separar la figura del tablero. → Se usan tabs o puentes para evitar que la pieza se suelte antes de tiempo.
Corte interno
El recorrido de la fresa va por dentro del contorno. Se utiliza para crear huecos, perforaciones o espacios negativos dentro de una pieza. → Importante calcular bien el offset según el diámetro de la herramienta.
Grabado / Corte sobre la línea
La herramienta sigue exactamente el centro de la línea del diseño. Es útil para líneas decorativas o marcados. → Puede alterar dimensiones si se usa en piezas que deben encajar.
Desbaste
La fresa elimina grandes volúmenes de material en el interior de un área definida, sin seguir un contorno exacto. Ideal para rebajar zonas profundas o vaciar bloques. → Se usa para preparar antes del corte de acabado.
Uno de los aspectos más importantes al diseñar para corte CNC es comprender cómo resolver las esquinas internas en los ensambles, ya que de ello depende que las piezas encajen correctamente.
Debemos tener presente que un router CNC utiliza una herramienta de corte circular, por lo tanto, no puede generar esquinas internas perfectamente rectas de 90°. En lugar de un ángulo cerrado, siempre quedará un pequeño radio, lo que puede impedir un buen ajuste si no se considera desde el modelado.
En cambio, las esquinas externas no presentan este problema, ya que la herramienta puede seguir el contorno sin restricciones. Es en las esquinas internas donde surge la limitación, ya que el radio de la fresa determina el radio interior resultante.
Por ejemplo, al trabajar con una fresa de 1/4 de pulgada (6.35 mm), ese será el radio mínimo que aparecerá en cada esquina interna del corte.
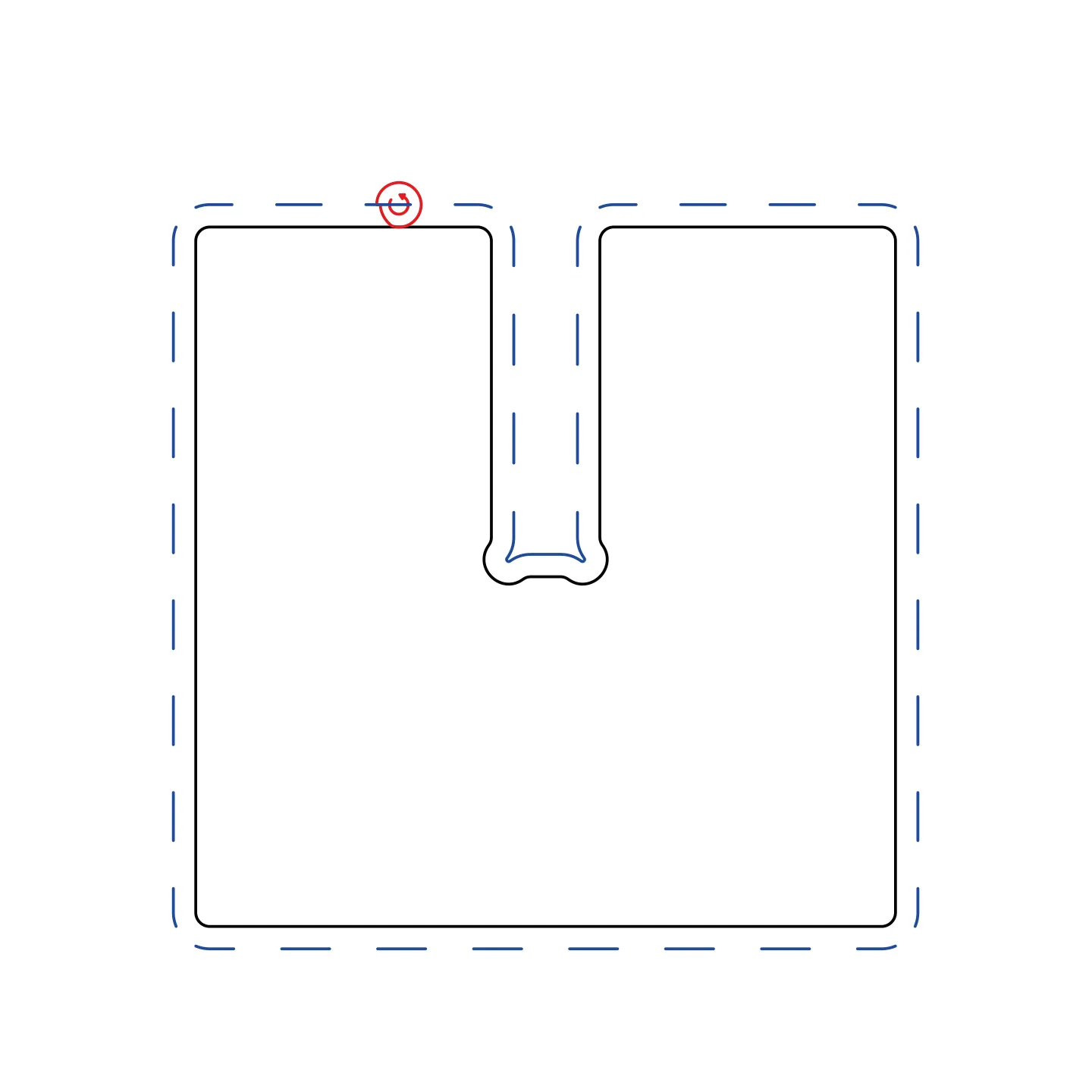
En este tipo de ensambles, donde la unión ocurre justo en el centro de cada pieza, como si se partiera por la mitad, las esquinas internas se vuelven zonas de contacto clave
Si no se corrigen los radios que deja la fresa circular, las piezas no encajarán correctamente o quedarán forzadas.
¿Cómo resolver las esquinas internas? El uso de dogbones
Ahora revisaremos las distintas soluciones que permiten compensar el radio de corte en las esquinas internas, y lograr que los ensambles encajen con precisión. Una de las más utilizadas es el llamado “dogbone”, término en inglés que se traduce como “hueso de perro”. Recibe este nombre porque, una vez ensambladas las piezas, los pequeños radios expuestos forman una figura que recuerda a la forma de un hueso.
dog bone
primera opción
Esta primera configuración muestra los radios dispuestos en el eje vertical. Esta orientación maximiza el área de apoyo del ensamble, proporcionando mayor estabilidad, pero resulta en la unión más visible una vez que las piezas están ensambladas.
dog bone
segunda opción
En segundo lugar, tenemos una configuración mixta, donde uno de los radios se orienta verticalmente y el otro horizontalmente. Esta disposición híbrida resulta en que una de las uniones queda visible mientras que la otra permanece oculta, ofreciendo un equilibrio entre estabilidad estructural y apariencia estética.
dog bone
tercera opción
Como tercera opción, se presenta la configuración donde ambos radios quedan completamente ocultos dentro del ensamble. Esta disposición ofrece el acabado más limpio estéticamente, ya que una vez ensambladas las piezas no se aprecia ninguna unión visible. Sin embargo, esta configuración presenta la menor superficie de contacto entre las piezas, lo que puede comprometer la resistencia estructural del conjunto.
En los casos en que dos radios estén muy próximos, se recomienda que la distancia entre ellos sea al menos de 2 a 3 mm.
dog bone
segunda opción
Como alternativa final, se puede optar por el uso de radios esquinados en los ensambles. Esta solución resulta discreta y altamente efectiva, especialmente al trabajar con tableros de hasta 12 mm de espesor, donde la inclusión de diámetros dentro del ensamble se vuelve técnicamente inviable.
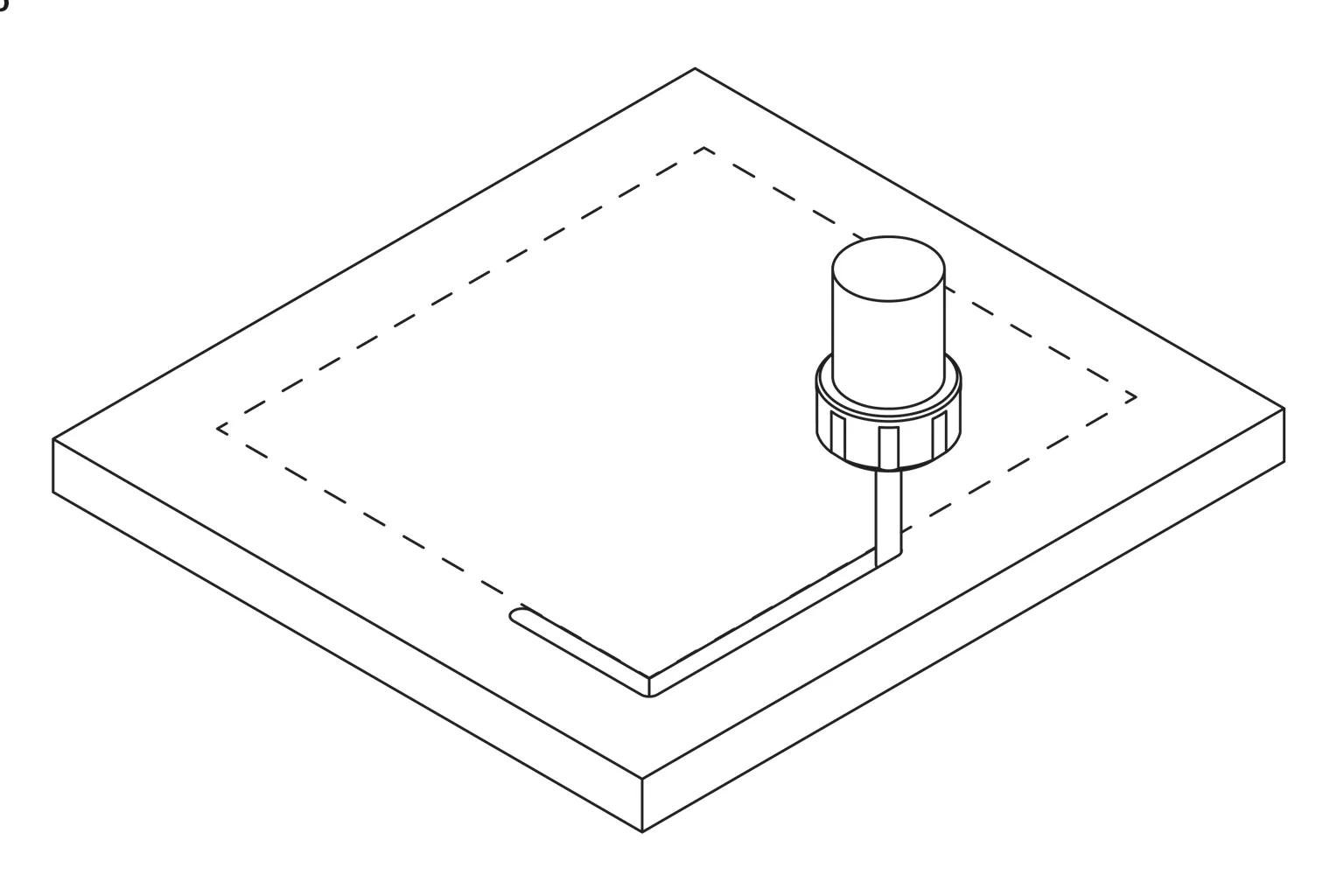
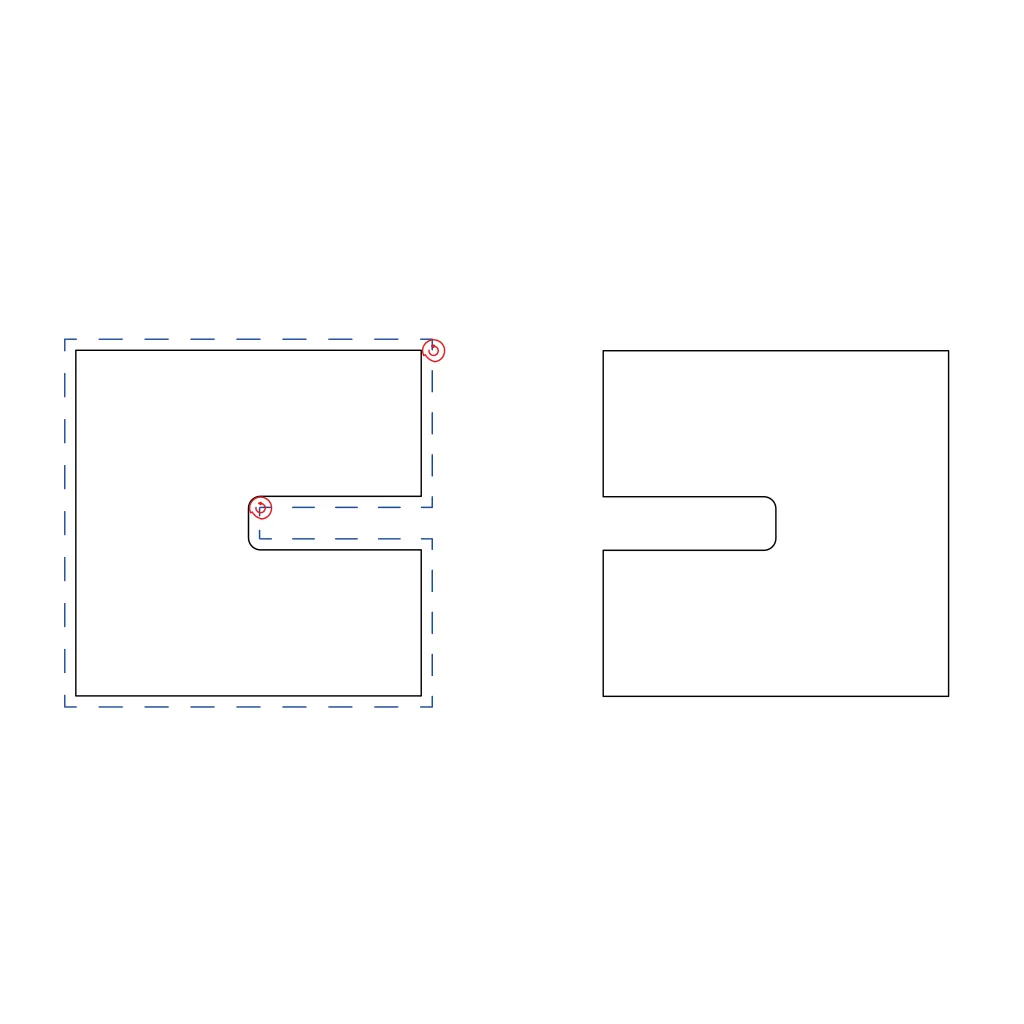
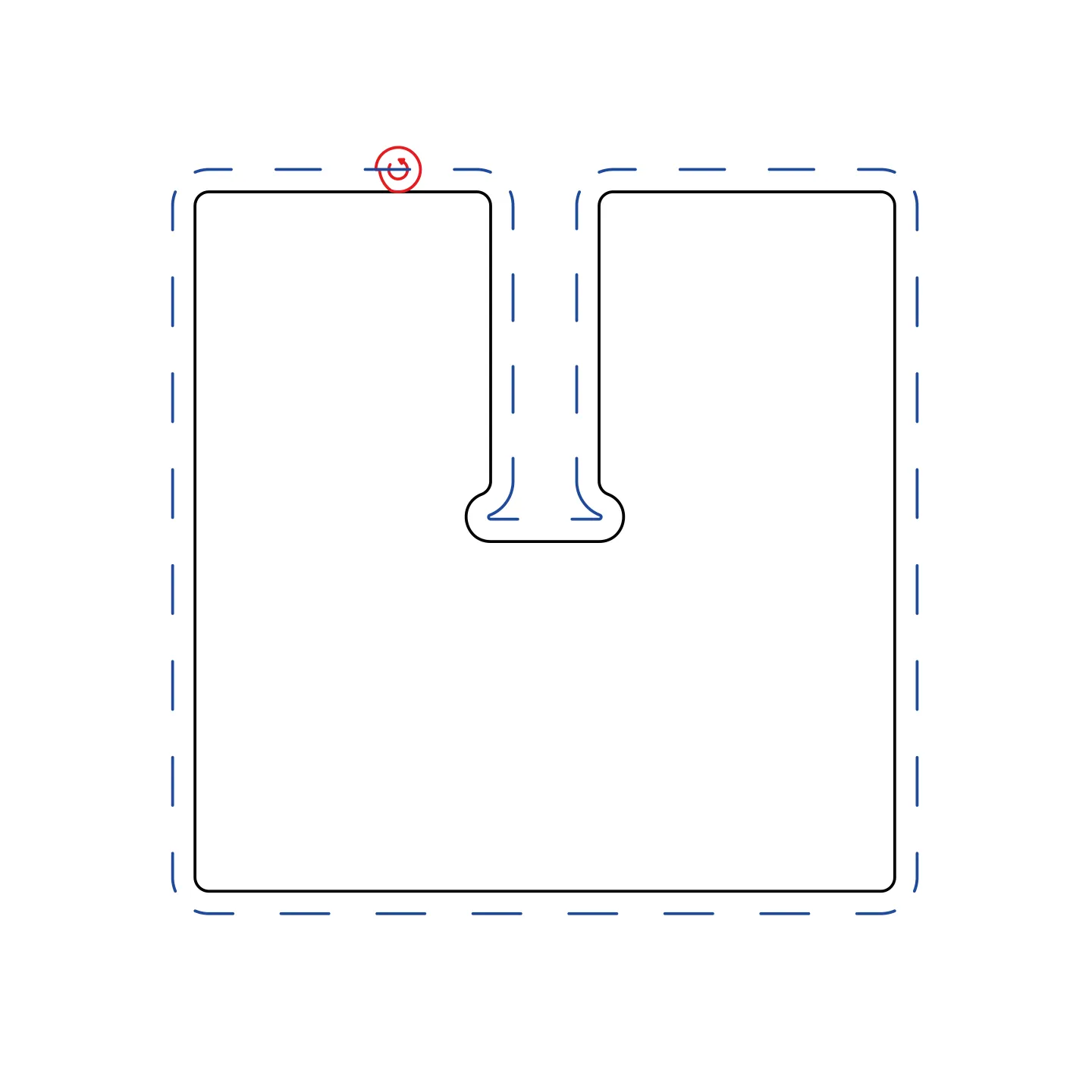
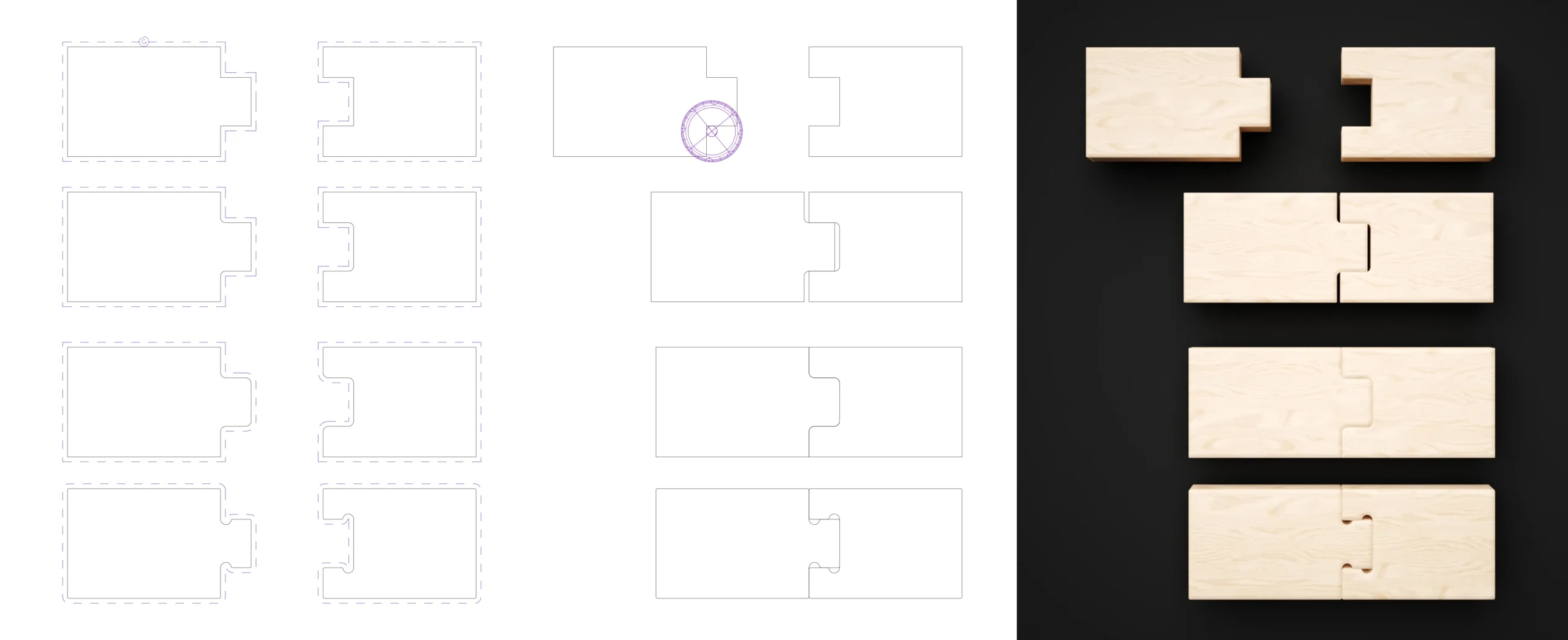
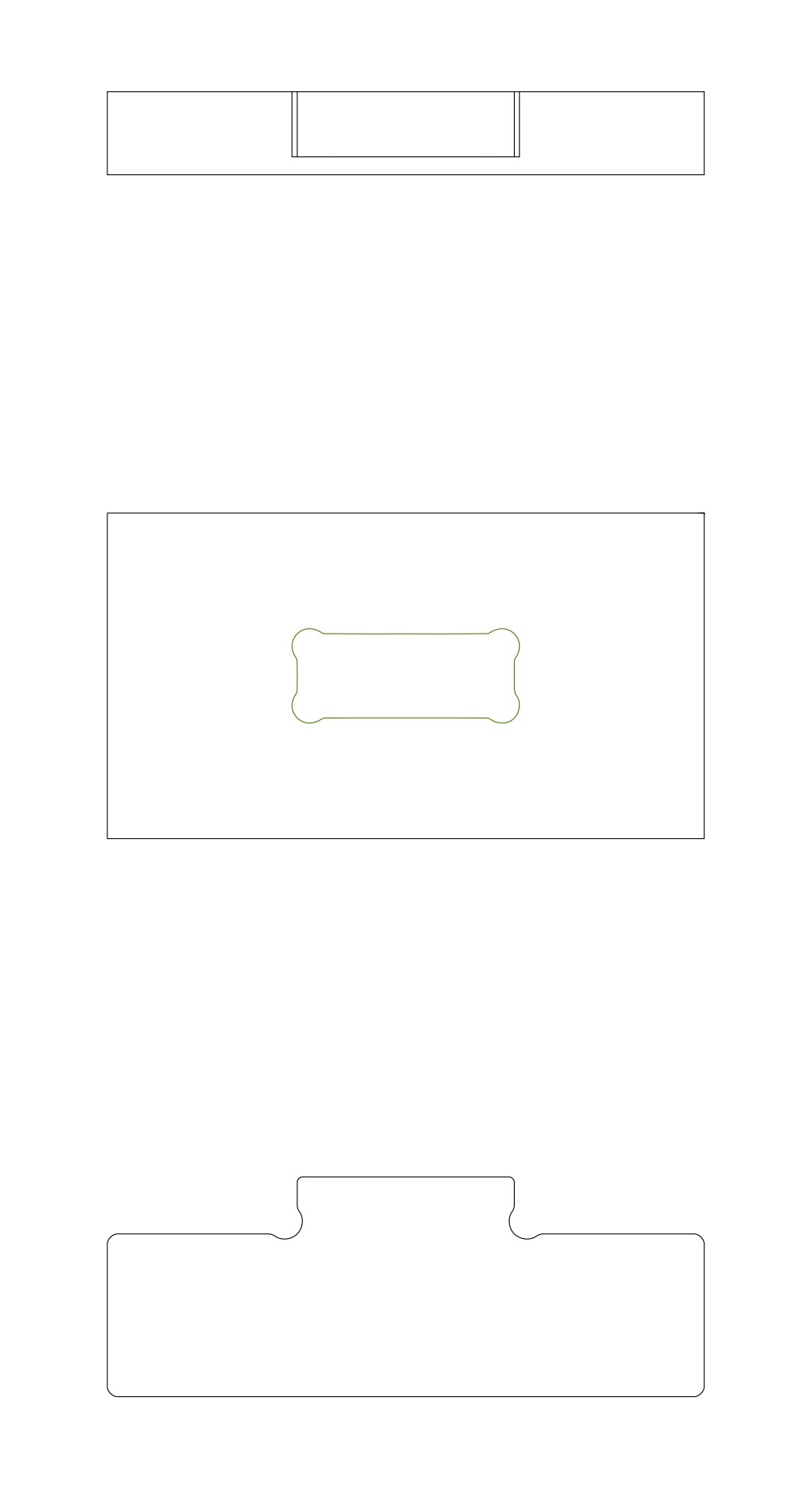
Ensamble macho y hembra
En procesos de fabricación digital con router CNC, el diseño de ensambles debe considerar las limitaciones propias de la herramienta de corte, especialmente en las esquinas internas. A continuación, se presentan distintas estrategias para resolver el encuentro entre piezas tipo macho y hembra, garantizando un ajuste preciso y funcional, incluso cuando se trabaja con radios generados por brocas circulares.
En este ejemplo se utiliza una broca de ¼ de pulgada (equivalente a 6.35 mm). En la primera imagen, aunque el modelado presenta ángulos rectos, esto no es posible en la fabricación real, ya que el router siempre generará un radio interno debido a la forma circular de la herramienta de corte.
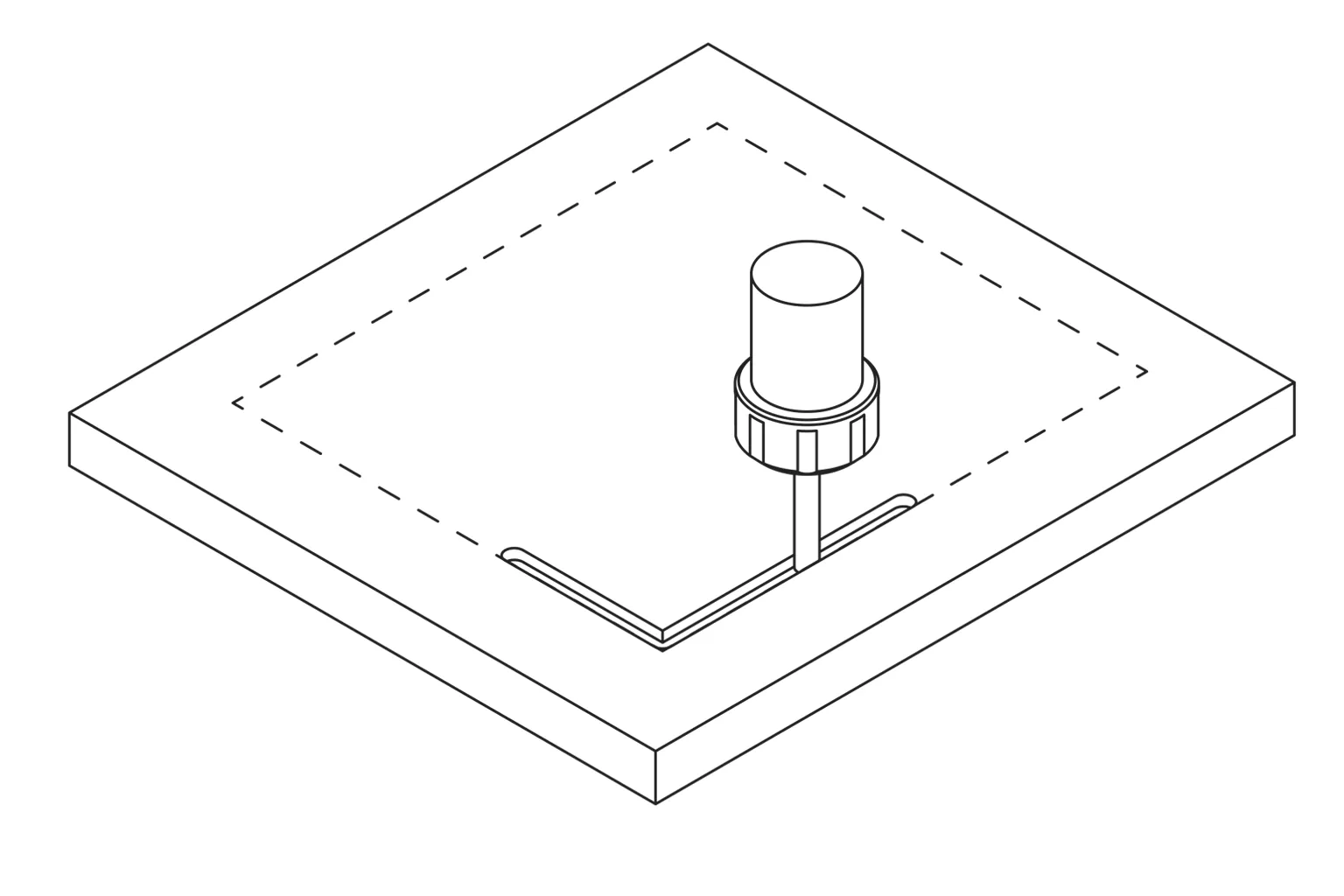
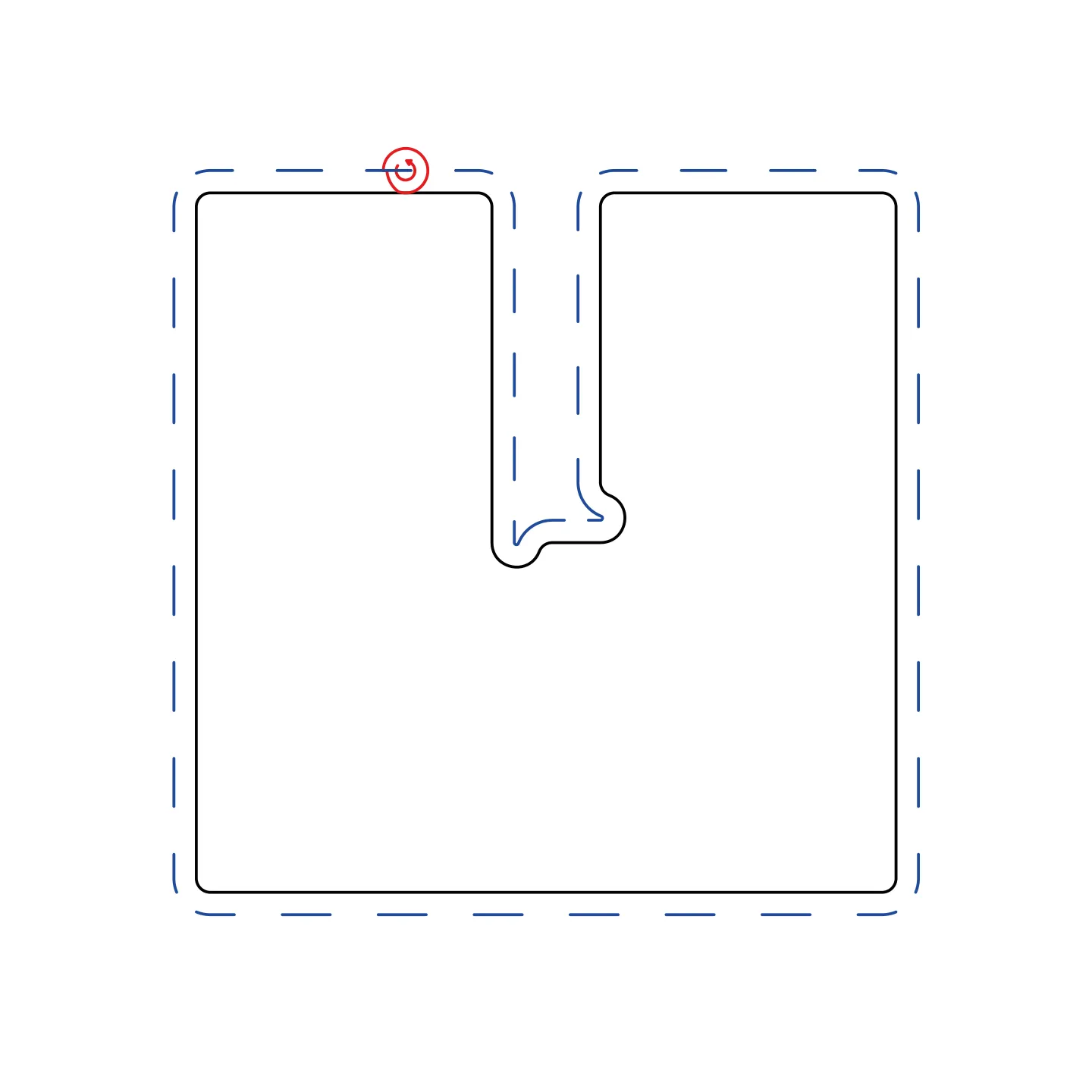
En la segunda imagen se evidencian estos radios, mostrando cómo quedaría un corte real en CNC. En este caso, el radio tocaría las aristas internas e impediría que las piezas encajen a ras, dificultando el ensamble.
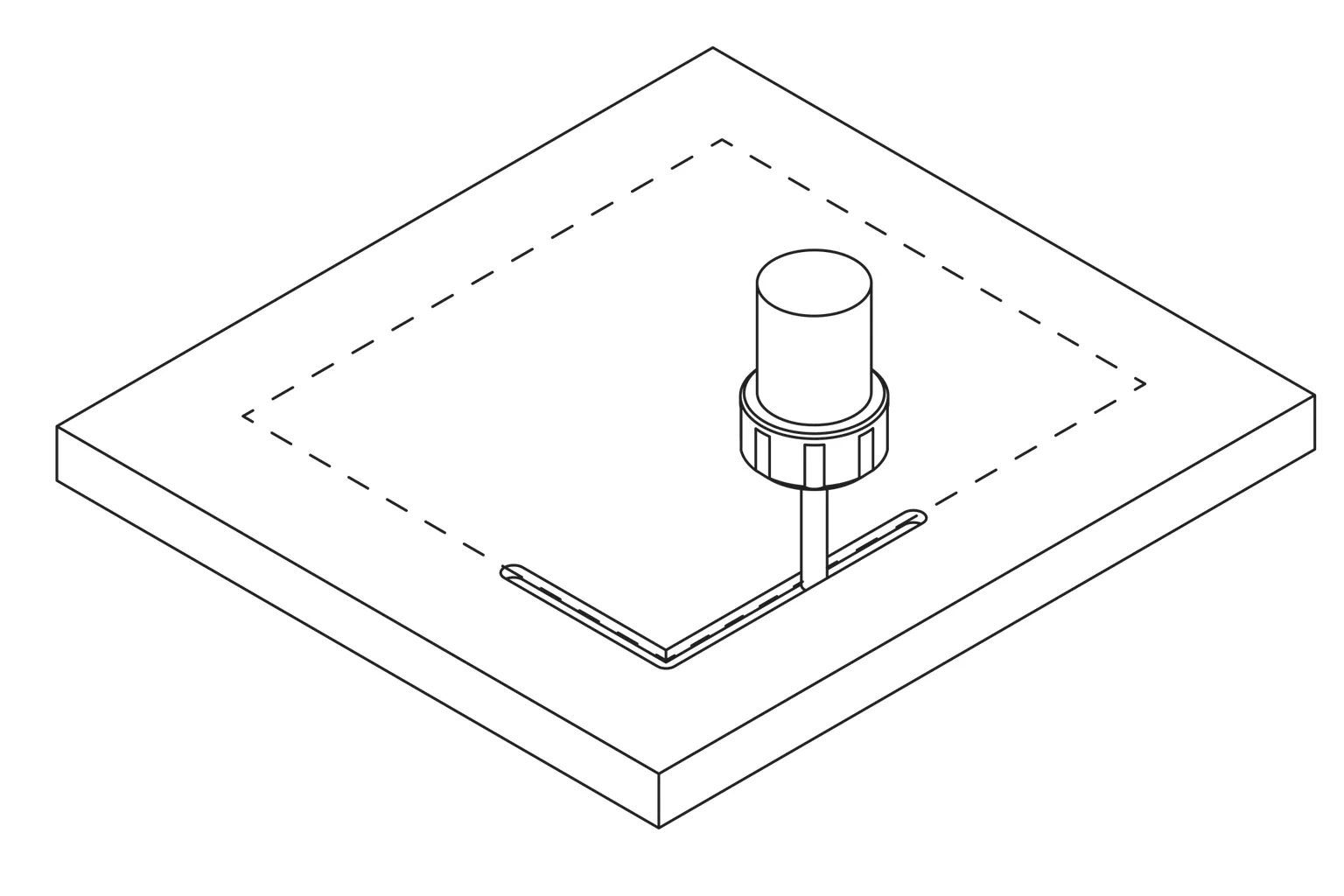
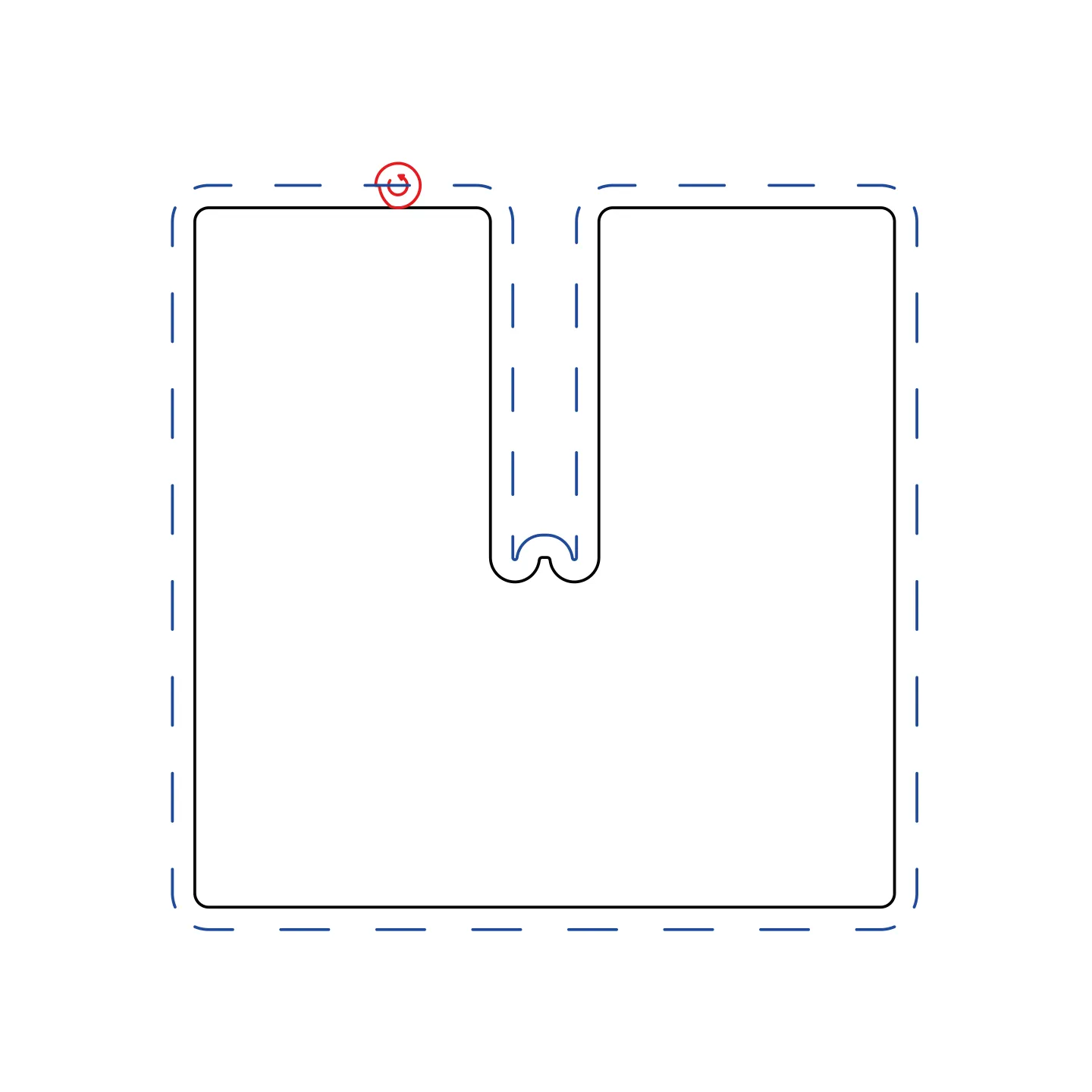
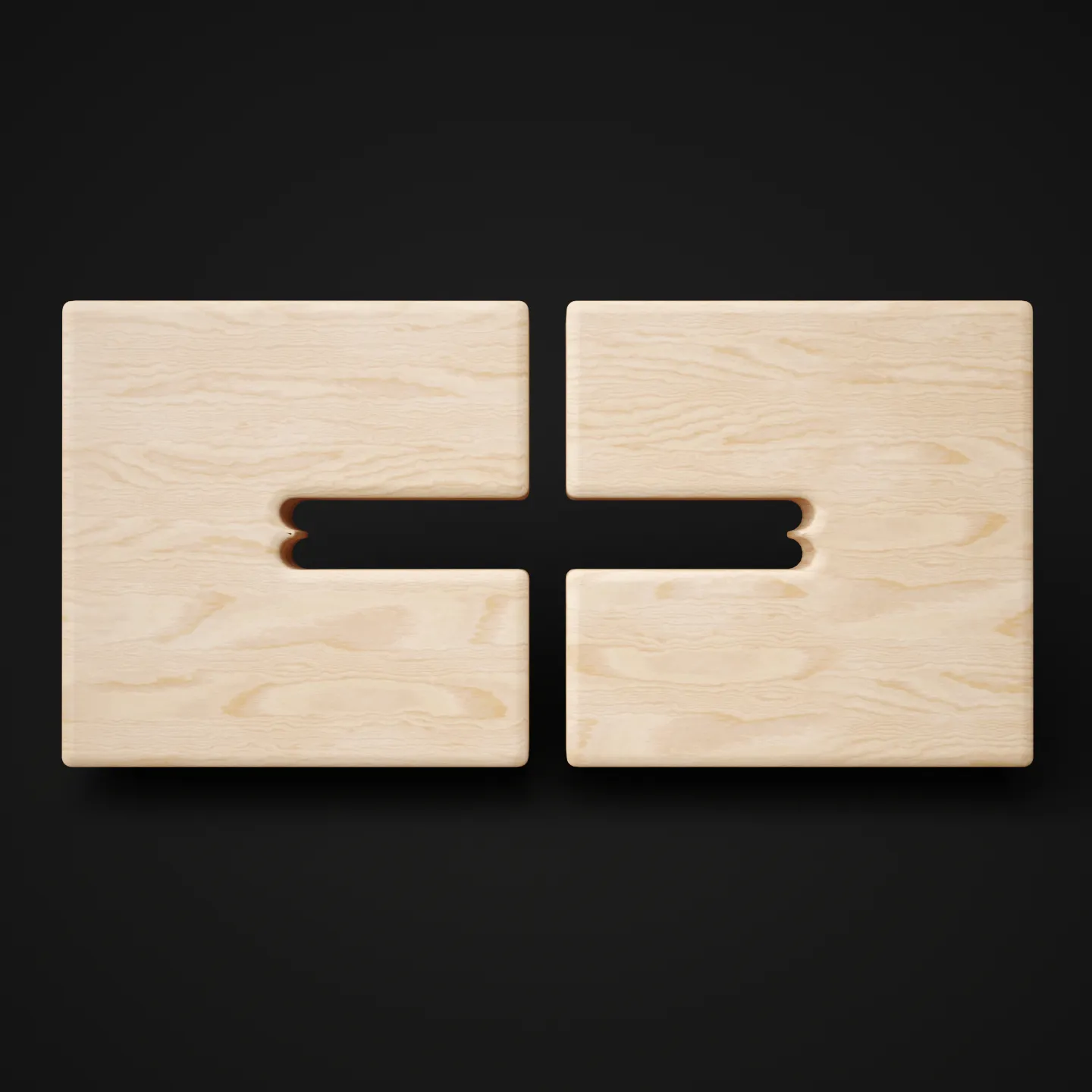
La tercera imagen propone una solución: dibujar los radios en ambas piezas. Esto es efectivo siempre que el radio utilizado sea igual o mayor al diámetro de la broca, permitiendo así un encaje correcto.
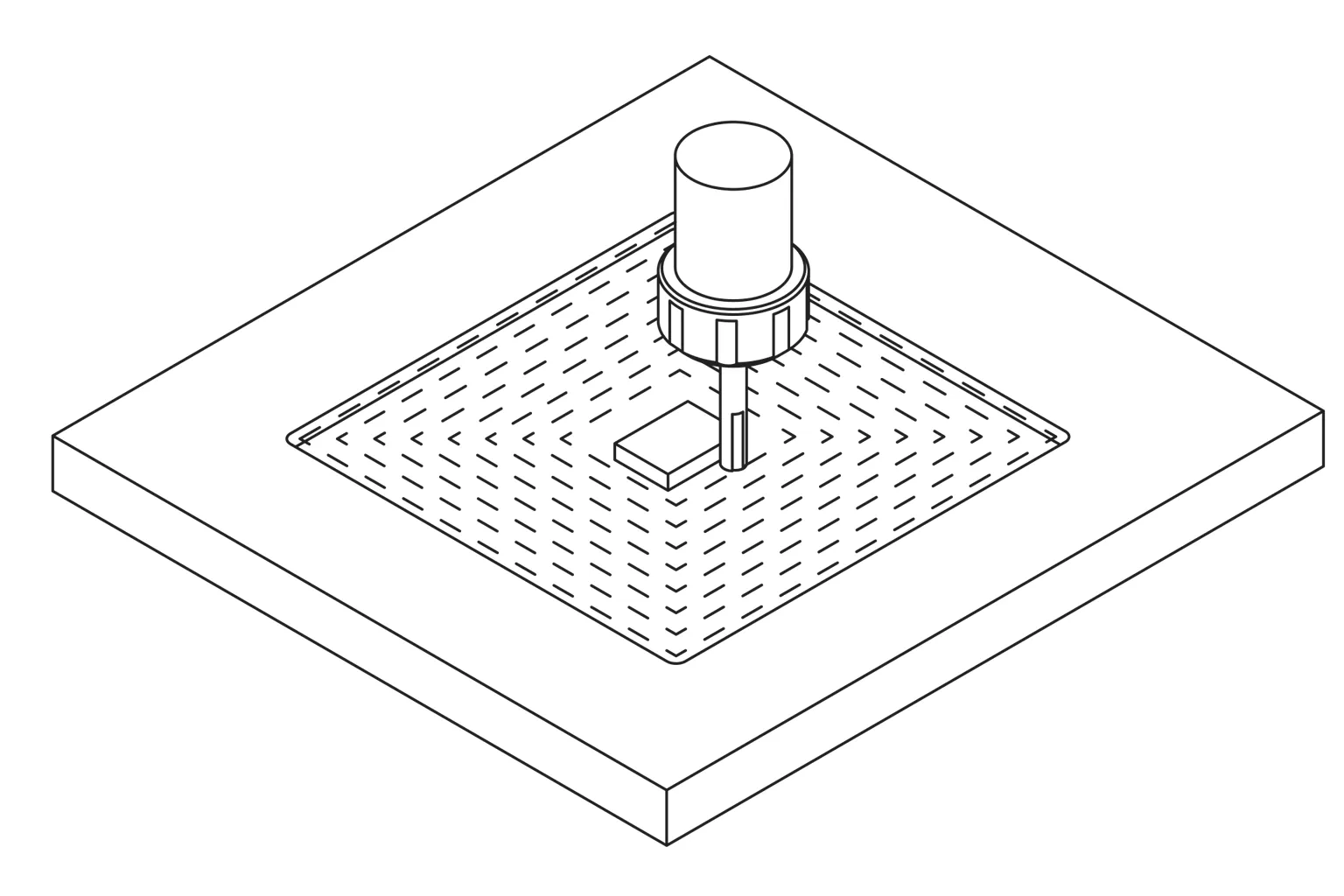
La cuarta opción consiste en generar pequeños entrantes circulares en las esquinas, ampliando ligeramente el espacio para facilitar el acople. En este caso, como se trata de un ensamble entre dos piezas planas, no es estrictamente necesario aplicar esta alternativa; sin embargo, puede considerarse como una opción válida para garantizar una mayor precisión. Estos entrantes suelen representarse como medios círculos cuyo diámetro es igual o ligeramente superior al de la herramienta de corte.
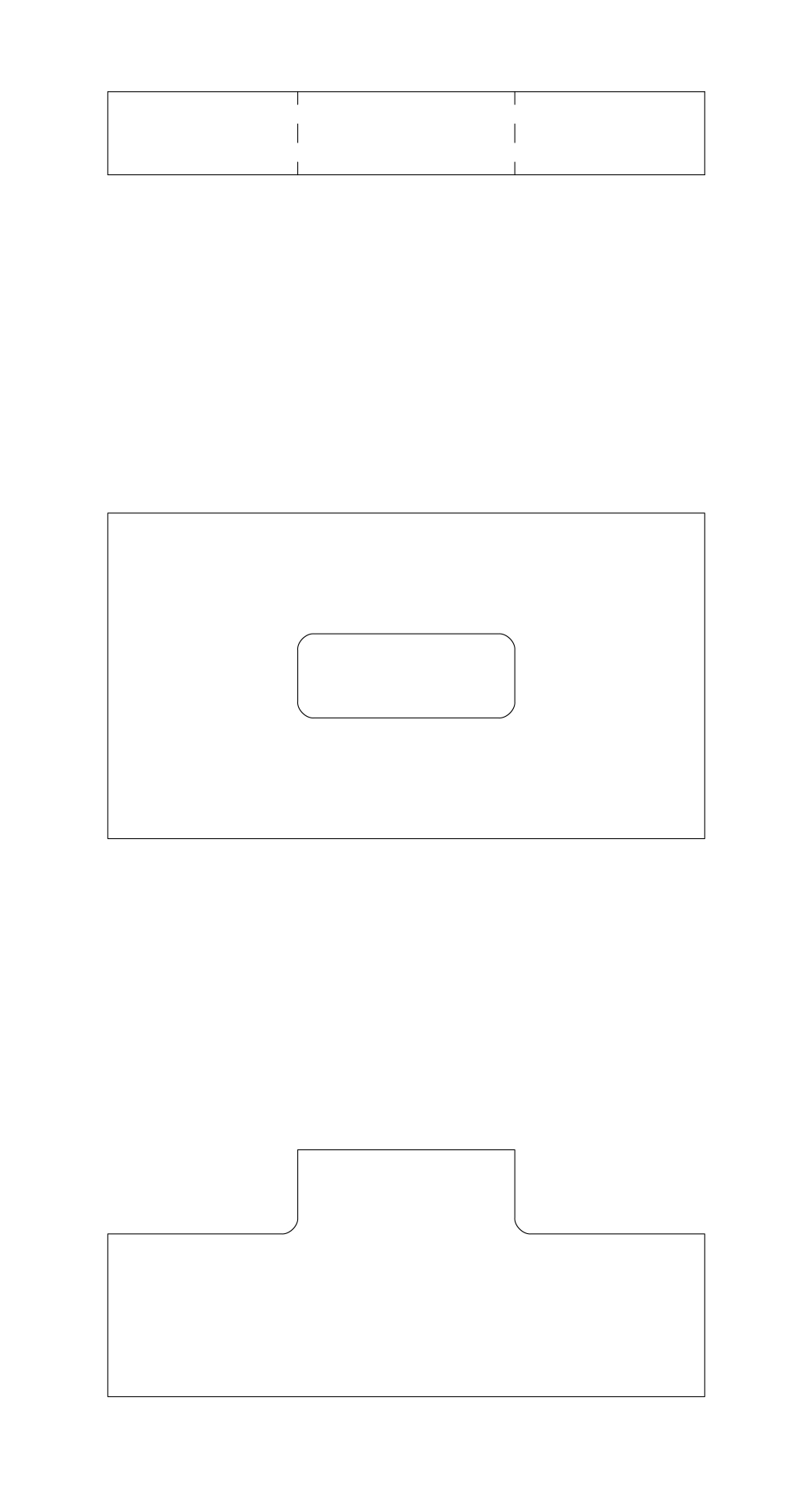
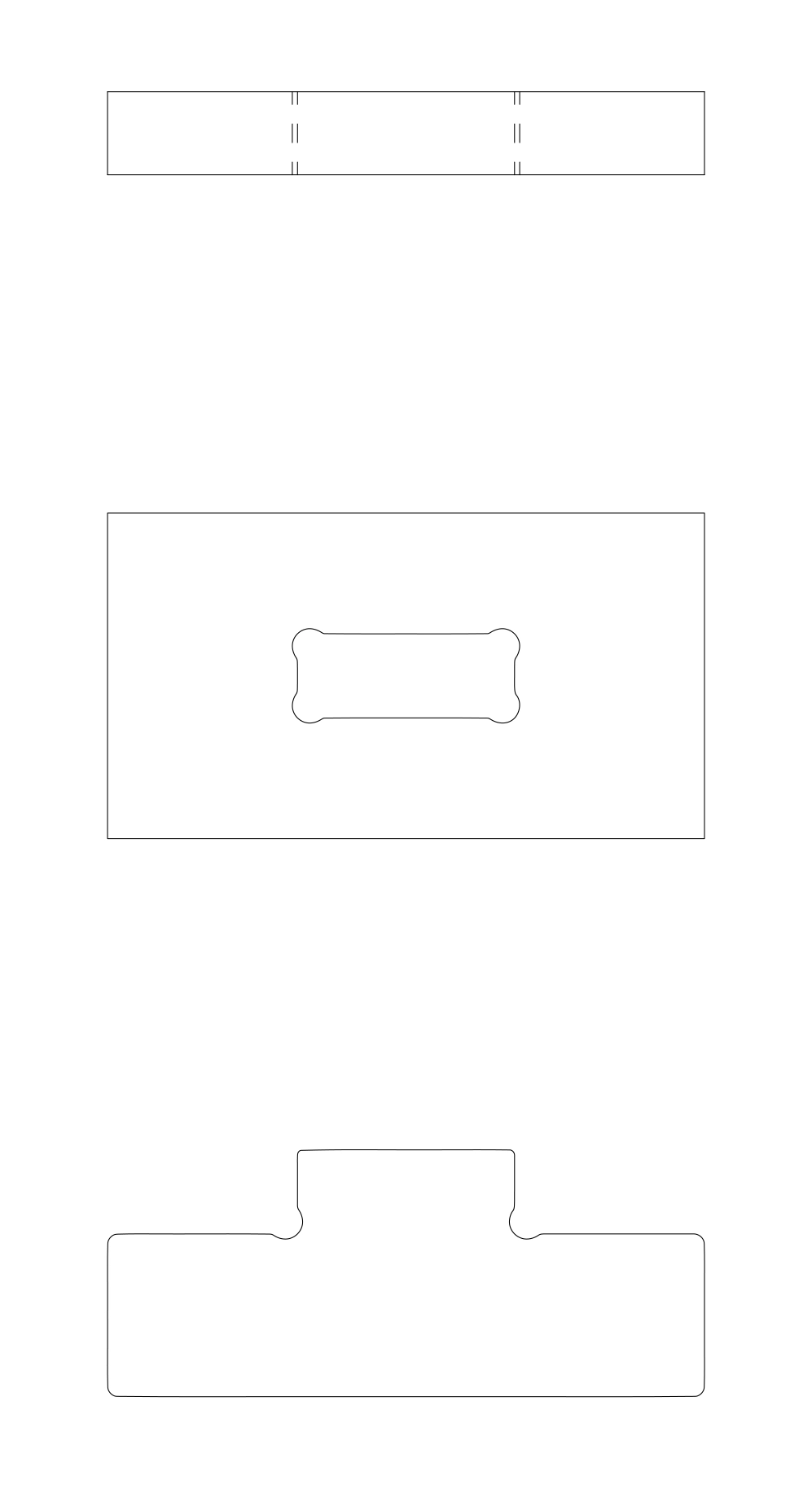
Ensambles básicos de caja y espiga
Los ensambles de caja y espiga en plywood son esenciales para lograr uniones firmes y precisas. Incorporar radios en los encajes mejora el ajuste, facilita el corte con CNC y evita daños como despostillado o grietas en el material.
Este ensamble no funcionará si se mantiene tal como está, ya que las piezas no encajan correctamente debido a los radios que deja el router CNC en los vértices. Es necesario ajustar el diseño considerando estos radios para garantizar un encaje preciso.
Se midió previamente el material, obteniendo un espesor de 15.2 mm. Por esta razón, la perforación se diseñó con un ancho de 15.5 mm, generando una holgura de 0.3 mm que facilita el encaje. Además, se incorporaron radios en los vértices para asegurar una mejor adaptación de las piezas y optimizar el proceso de ensamblaje.
En el caso de una espiga no pasante, la caja se diseña con una profundidad de 12 mm, mientras que la espiga se modela con una longitud de 10.5 mm. Esta diferencia de 1.5 mm genera una holgura que permite el alojamiento del adhesivo, como la cola blanca.
Caja y espiga pasante con cuña.
La espiga pasante con cuña ha sido utilizada durante siglos en la carpintería tradicional, tanto en la cultura china como en la japonesa. Este tipo de ensamble es especialmente fascinante, ya que no requiere el uso de pegamentos ni herrajes. Se trata de un ensamble mecánico que, gracias a su diseño, garantiza una unión firme y duradera a lo largo del tiempo.
Lush
Experiencias Multisensoriales Personalizadas
Al integrar múltiples estímulos sensoriales, permite que los clientes interactúen directamente con los productos, creando una conexión única y memorable
Interacción Directa con el Producto: Los clientes pueden oler, tocar y probar productos como jabones y mascarillas antes de comprarlos. Esto elimina la incertidumbre y aumenta la confianza en el producto.
Inmersión Sensorial: Lush diseña sus espacios para estimular múltiples sentidos simultáneamente: aromas frescos, texturas agradables y displays visualmente atractivos.
Refuerzo de la Conexión Emocional: Al activar el sistema sensorial, los clientes recuerdan mejor la experiencia y asocian emociones positivas con la marca.
Decisión de Compra Informada: La posibilidad de experimentar los beneficios antes de comprar reduce las barreras cognitivas y aumenta la probabilidad de compra.
Diseñar un negocio no es solo un ejercicio técnico; es una traducción emocional de las necesidades y expectativas del cliente. Aquí entra en juego el diagrama sensorial, una herramienta clave para organizar y conceptualizar las experiencias desde un enfoque multisensorial.
Tips de modelado en Rhinoceros aplicado a corte CNC
A continuación, se detallan las principales consideraciones técnicas que se deben tener en cuenta al modelar figuras destinadas a fabricación digital con fresadora CNC:
Tips de modelado I
Medición precisa del material
Cada tablero tiene un espesor diferente
Antes de modelar, es indispensable medir el espesor real del tablero con un calibrador. Aunque los tableros suelen tener espesores estándar (3 mm, 5.5 mm, 7 mm, 9 mm, 12 mm, 15 mm, 18 mm), es común que presenten variaciones mínimas, por ejemplo, un tablero de “15 mm” puede medir realmente 15.2 mm.
En el modelado, se recomienda aumentar 0.3 mm al espesor real. Por ejemplo, si el material mide 15.2 mm, en Rhinoceros se debe modelar con 15.5 mm. Esto asegura una mejor tolerancia al momento del ensamble.
Tips de modelado II
Pruebas de ensamble
Estas pruebas se hacen en cada tablero
Antes de realizar todos los cortes definitivos, es fundamental hacer al menos tres pruebas de encaje, modelando ranuras o espigas con estas medidas:
Medida exacta.
Medida exacta + 0.3 mm.
Medida exacta + 0.6 mm.
Esto permitirá verificar qué tipo de ajuste funciona mejor según el tipo de ensamble y las propiedades del tablero (por ejemplo, si es para un librero, una holgura de 0.3 mm facilita el montaje sin comprometer la estabilidad).
Tips de modelado III
Consideraciones sobre el diámetro del cortador
Cada broca de corte tiene un diámetro diferente dependiendo del tipo de material.
Si se trabaja con una broca de 6.35 mm (¼”), en el modelado se debe considerar un diámetro de corte de 7 mm, para compensar posibles desviaciones y asegurar un desbaste correcto.
Tips de modelado IV
Radios en vértices y esquinas
Esto ayuda para que no se detenga el router y haga un corte contínuo
Todos los vértices internos deben incluir radios entre 0.5 mm hasta 2 mm, ya que esto mejora la continuidad del corte y reduce el riesgo de que la madera, MDF o melamina se despostille.
En los casos en que dos radios estén muy próximos, se recomienda que la distancia entre ellos sea al menos de 2 a 3 mm.
Para las esquinas externas o uniones muy cerradas, redondear con 0.5 mm para evitar pérdida de forma y facilitar el encaje.
Tips de modelado V
Prácticas de dibujo en Rhinoceros
Esto adyuda a evitar errores de modelado
Todos los dibujos deben realizarse en la vista superior (Top View) para garantizar que el software de control numérico interprete correctamente las trayectorias de corte.
Es recomendable trabajar en milímetros (mm), ya que esto permite una mayor precisión y coherencia con los estándares de fabricación digital.
Cuando se exporten los dibujos desde Rhinoceros hacia programas como Adobe Illustrator o AutoCAD, el modelo debe estar ubicado en el centro del espacio de trabajo (coordenadas cercanas al origen). Esto asegura una correcta alineación al momento de preparar los archivos para corte y evita desplazamientos o errores de registro durante el maquetado.